氨介质系列技术
氨水提浓(氨氮废水蒸氨)技术
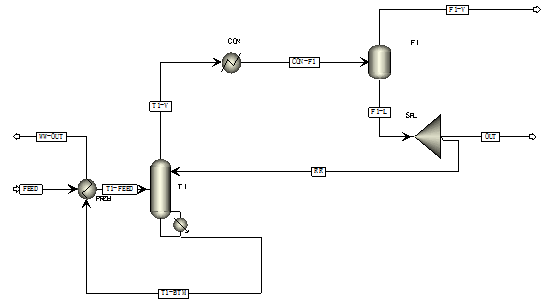
该技术基于生产中产生了大量浓度较低而无法使用的稀氨水,或者大量氨氮废水,可采用该技术将稀氨水提浓或氨氮资源化回收,得到浓氨水继续回用到生产中的工况。采用汽提蒸氨塔,以直接蒸汽为热源。若进料中存在固定铵,则需要加碱置换为游离氨。加碱的方式有两种方式供客户选配:加钠碱(NaOH)蒸氨和加钙碱(Ca(OH)2)蒸氨。其中加钠碱工艺流程简单,运行成本相对较高;加钙碱蒸氨流程较复杂,需要固液分离,对塔内件的抗堵性能要求较高,投资较高,运行费用较低。
氨,Ammonia, NH3,无色气体,有强烈的刺激气味。密度 0.7710。相对密度0.5971(空气=1.00)。在常温下加压即可使其液化(临界温度132.4℃,临界压力11.2兆帕,即112.2大气压),沸点-33.5℃。易被液化成无色的液体,易溶于水、乙醇和乙醚。广泛应用于化工、轻工、化肥、制药、湿法冶金、电子等领域。
商品的氨通常以氨水和液氨的形式交易,氨水受储存、运输条件限制最高浓度为25%左右,且商品氨水运距有限,更多的是以液氨的形式交易。根据《危险化学品重大危险源辨识》GB 18218-2018,液氨储存量超过10t则构成重大危险源,氨水则无重大危险源的限制,更多的用户选择采购液氨,卸车过程中直接制成氨水储存使用。
氨以氨水、氨气、液氨多种形态应用于众多用户,且不同的用户对氨的纯度要求不同。我公司长期服务于氨的用户,形成了氨介质的一系列成熟技术,如下所列:
1.液氨气化、净化技术;
2.液氨纯化制备高纯氨技术;
3.氨气制氨水技术;
4.液氨制氨水技术;
5.氨水提浓(氨氮废水蒸氨)技术;
6.氨水碳化技术;
7.含氨尾气治理技术;
8.氨氮废水吹脱技术等。
点击关注公众号
欢迎点击来电咨询:4006-168-698